

++ Предисловие от автора.
Привет, Друзья ! В этой заметке я попытался собрать информацию, которая может заинтересовать всех энтузиастов гидравлической подвески: тех, кто уже работает в этой теме а так же тех, кто только готовится начать собирать авиационную (и не только) гидравлику. В умелых руках эта информация станет инструментом, который кратчайшим образом поможет приехать к первым запускам и тестам, которые, в свою очередь, станут базой для качественной и безотказной работы всех гидроагрегатов на вашем и твоём лоурайдере. По крайней мере мне хочется в это верить, поскольку в 2015-ом году, когда я только начинал копать эту тему, состояние фрустрации той или иной степени тяжести частенько накатывало на меня, отнимая порядочно сил и времени.
Для себя уровень этого материала я определяю как "B+" - вам нужно быть в теме чуть более среднего, чтобы, в принципе, понимать о чём речь. Если вы вообще не в курсе, что такое низкие машины на регулируемой подвеске, не знакомы с азами пневматической и гидравлической подвески, то вы, скорее всего, быстро потеряетесь, а текст покажется вам какой-то никому не нужной ерундой (подчас мне так и кажется). Но, повторюсь, когда я составлял эту заметку я старался мысленно отмотать назад и представить - а что мне бы помогло 10 лет назад разобраться, что это за зверь такой - гидравлика и что вообще можно сделать у нас в стране. Кроме того в сети уже достаточно всяких видосиков и записей на тему "вчера я узнал что такое гидра, а сегодня я вам всё расскажу и покажу". Все фотографии в этой заметке я делал максимально большими, чтобы можно было рассматривать детали.
Работая над заметкой я пытался собрать как можно больше разнообразного "живого" материала и на мои просьбы откликнулось большое количество замечательных авто-энтузиастов, всех их я упоминаю по ходу дела. Если вы хотите принять участие и поделиться опытом и фотографиями - пишите, будем добавлять и редактировать. Информация в заметке поделена на блоки, которые в формате пазла я буду складывать между собой, параллельно и по возможности внятно, комментируя происходящее. Выглядеть это будет примерно так: прежде всего разберём принцип работы гидравлики в сравнении с пневмо-подвеской, посмотрим на участвующие в работе узлы, поговорим про связующие магистрали — хардлайны и РВД (Рукава Высокого Давления), коснёмся гидро-стоек и перейдём к фитингам. От фитингов перекинем мостик обратно к гидро-агрегатам и узлам. Я не случайно хочу рассказать про гидравлику в сравнении с пневмой - разжёвывать гидру с нуля очень скучно и в общем-то это уже сделано не однократно, а мне хотелось бы разом купировать все страхи людей разбирающихся в пневме, но пасующих перед гидравликой. Итак, приступим.Текущая версия заметки : 1.02 / 2024-10-03 Часть I
Ссылка на предыдущую часть - Гидравлика - Введение 
++ Введение.
Как бы странно это ни звучало - история гидравлической подвески в РФ насчитывает уже лет эдак 25-30. Самое раннее, что мне известно из этой темы - пресловутая прыгающая ОКА конца 90х-начала 00х. Сборка была сделана на насосах культовой конторы ShowTime.


Подозреваю, что были ещё энтузиасты-одиночки, но про них информации почти не сохранилось. Думаю что не ошибусь, если скажу, что широкое распространение гидравлическая подвеска получила с появлением Питерской мастерской Long Island Customs, благо к этому времени интернет уже перестал быть по карточкам и каждый желающий мог относительно легко получить доступ к информации или поделиться ею с другими участниками движухи. Продолжим и мы этот прекрасный тренд.
Поскольку я не являюсь ни авиационным экспертом, ни техником и даже не имею какого-либо профильного технического образования, далее некоторые термины и описания будут иметь весьма свободный характер. Более того — содержание этой заметки опирается, по большей части, на мой личный опыт и опыт "со-авторов", поэтому ожидать всестороннего рассмотрения предмета не стоит. ++ Гидравлическая подвеска.+++ Принцип работы.
Гидравлическая подвеска очень похожа на пневматическую, за исключением трёх основных вещей: не сжимаемость рабочей среды, замкнутый рабочий контур, а так же способ хранения энергии. Давайте разберёмся, что всё это значит. Первое отличие очевидно — гидравлика работает на масле, масло (т.е. жидкость) несжимаемо. Это означает, что с гидравлической подвеской ездить вы будете на тех же пружинах или рессорах. Гидравлическая подвеска, в смысле гидравлического контура, не сжимаема и не работает на сжатие, не отрабатывает неровности. Есть исключение, я про него упомяну в разделе о стойках. Почему именно там я тоже поясню. Второе отличие состоит в том, что мы катаемся по земле, а не по дну морскому, то есть в пневмо-подвеске для подъёма мы используем окружающий воздух, закачанный в ресивер, а при спуске стравливаем его обратно в атмосферу. В гидро-подвеске масло закольцовано в замкнутой системе, мы его бережём. А вот представьте себе где-то в параллельной вселенной у подводных донных чикано всё наоборот — они будут вынуждены гонять в замкнутой системе воздух, а гидро-подвеска у них работает на воде из окружающей среды. Третье отличие состоит в том, что в пневмо-подвеске за счёт АКБ и компрессора(ов) мы длительное время накапливаем энергию в ресивере, сжимая компрессором воздух и повышая давление, а потом расходуем её (энергию) через подушки. Чем больше объём ресивера и чем большее давление мы сможем создать — тем дольше и быстрее будет работать пневмо-подвеска. В гидро-подвеске роль ресивера выполняют сами АКБ. Количество АКБ и их ёмкость пропорциональны времени работы гидравлики от подзарядки к подзарядке, а суммарное напряжение, снятое с цепи АКБ и подаваемое на мотор насоса пропорционально скорости работы. Ещё раз, очень простыми словами: объём ресивера это ёмкость и количество АКБ, а давление в ресивере это суммарное напряжение от цепи АКБ поступающее на мотор насоса. Более подробно об электрических схемах и различных вариантах подключения я напишу в следующей версии.+++ Компоненты гидро-подвески.
Как и выше, сравню с пневмо-подвеской. Аналогом компрессора в пневмо-подвеске является тандем мотора и насоса, валы которых соединяются муфтой(обычно это "9-16 key", где цифры обозначают кол-во шлицов с одной и другой стороны). Аналогом ресивера в пнево-подвеске является такой же ресивер (oil tank), за тем исключением, что вряд-ли в пневмо-сборках вы когда-либо видели компрессор засунутый внутрь ресивера, а для гидры это обычное дело — насос почти всегда погружен в ресивер и плавает в масле. Если у вас именно такой сетап критически важно следить за уровнем масла, особенно на телескопических стойках, когда уровень масла сильно колеблется. Для авиа-гидравлики классическим решением является выносной ресивер, как в пневмо-сборках, с той разницей, что объём ресивера на порядок меньше и располагаться он должен строго выше насоса.Ресивер под два насоса - так называемый whammy tank. Выполнен из оргстекла.
В выставочных вариантах с разноцветной подсветкой такие сетапы, как на фотографии выше, выглядят максимально мощно. 


Gravity-fed сборка с whammy tank`ом от HI-LOW. Фото взято с официального сайта: https://hi-low.net/ В пересчёте по курсу конца 2024ого года стоит это весьма и весьма не мало.
Рабочий street-вариант whammy-tank, собранный с нуля в гараже на 24`ой волге Игоря Иванова @stupitsaa в VK.
Имеет следующие спеки: "3 аккумулятора разведённых на 36 Вольт на перед и 24 Вольта на зад; насосы Marzocchi, по подаче среднее между #11 и #13, мотор 2.6 кВт на перед; портированная плита; на зад качает обычный насос гидроподъема; сечение трубок 6мм"
Фото кликабельны.

Идём далее - в пневмо-подвеске у нас есть осушитель и блок клапанов.
Осушитель ставят сразу после компрессора перед ресивером. В гидравлике аналогом осушителя является масляный фильтр. Поскольку масло-насос у нас уже в ресивере, а после насоса масло очень бодро несётся на стойку, то единственное место, куда без ущерба можно ставить фильтр - на обратный ход масла. Обычно вы не хотите, чтобы машина падала вниз как мешок с гов*ом ударяясь с размаху об асфальт, поэтому и в пневмо-подвеске и в гидро-подвеске на спуск можно ставить вентили, которые заужают канал и замедляют поток воздуха: пневмодроссель для сброса в атмосферу и т.н. slow-down для сброса масла обратно в ресивер. Так вот только рядом с таким вентилем можно ставить масло-фильтр. Тут я должен оговориться - существуют авиационные фильтры типа "ФГ34/1" и подобные, которые легко переварят давление и поток от большинства авиа-насосов. Вопрос только в том - зачем фильтровать масло после насоса? Разве что удержать металлическую крошку от износа шестерёнок насоса. В общем вопрос дискуссионный, многие ставят фильтры, многие не ставят и вопрос эстетики и полноты авиа-сборки тут не на последнем месте. Для хопперов и прочих быстрых гидравлик это вообще лишено смысла так как всё работает на убой в любом случае, а скорости потока масла на подъём и на спуск такие, что никакой фильтр не выдержит, он будет только мешаться. 
На фото вертикальный фильтр стоит в канале, который идёт на сброс перед slow-down вентелем. Ресивер классически скомпонован над насосом. Автор фото неизвестен.

Здесь наоборот - фильтр стоит после вентиля. Принципиально это ни на что не влияет, ну может быть только вентиль не всегда будет полностью закрываться, если под запирающие поверхности попадёт мелкая частичка грязи(да-да такое частенько бывает со всеми механизмами в гидравлике). Обратите внимание - ресивер по классике всегда держится только на фитингах. Никаких дополнительных креплений быть не должно. Когда вы дочитаете эту заметку до конца не забудьте вернуться к этой фото и рассмотреть её по лучше. Это очень интересная сборка с ребусом. Надеюсь у вас получится его разгадать.

Ещё пример “ихней“ gravity-fed сборки, силовой агрегат в которой(мотор + насос) мне весьма напоминает наш 465МТВ. Кстати, из-за характерной формы портов входа/выхода на насосе такие сборки называются shotgun (аля дробовик). Ну да, что-то в этом есть.
Небольшое отступление обратно к насосам - ниже на фотографиях распространённая гидравлическая станция 465МТВ с мотор Д-1500ТВ. Фотографии взяты у Владимира Зенченко @only_aircraft_hudraulics 




Фильтр ФГ34/1 . Поток масла идёт в сторону накручивающейся крышки. В длину он около 20 см +- . Кстати, здесь и далее везде обратите внимание на великолепный аббревиатурный нейминг СССР. ФГ - Фильтр Гидравлический.
Истоки
Изначально главными источниками запчастей для гидравлики были магазины списанных армейских запчастей. Именно там первые энтузиасты гидравлики, такие как Джим Лоуг и Рон Эгвайр покупали всё необходимое для установки гидравлической подвески: насосы, клапаны, кислородные баллоны, которые переделывались под ресиверы и прочее.
Стоит сказать, что ценник на все эти компоненты в те времена был значительно гуманнее. Джек Келли по прозвищу Кадиллак Джек рассказывал историю, как зашёл как-то с другом в один такой магазин списанных армейских запчастей и они увидели целую бочку клапанов, их там лежало около 75 штук. И договорились с продавцом выкупить всю бочку за 200 долларов. Сейчас один такой клапан может стоить до 1800 долларов за штуку.

Авиационные вентили СССР, они же slow-down вентили. Модель 652600А. Из-за того, что вход и выход у таких вентилей находятся на разном уровне, они получили название “zig-zag“
Нам осталось придумать только аналог блока клапанов. Я думаю вы уже догадались, что его аналогом будет так называемый дамп (dump) это или тройник или просто запорный клапан, который управляется через соленойд и запорный шток. Смысл у него такой же, как у стрелочного перевода - если смотреть со стороны стойки, то стойка будет смотреть то на насос и несущейся на неё поток масла, то на полупустой ресивер. Здесь всё довольно просто. Далее приведу разные фотографии наших СССР дампов. Фотографии любезно предоставил Владимир Зенченко @only_aircraft_hudraulics в VK. Фото кликабельны. Больше информации у него на Drive2. 





На первой фотографии выше - ГА-165 слева и ГА-190Б справа. ГА - Гидравлический Агрегат. На фотографиях ниже - рабочая лошадка многих готовых сборок у нас. Клапан УЭ24/1 . УЭ - Устройство Электромагнитное. 24 - рабочий вольтаж. 1 или 2 - исполнение. 1 это поставка в сборе со штуцерами. 2 - без них. Фото кликабельны. 

Интересное наблюдение факта, который, как мне кажется, имеет место быть - у нас абсолютно все корпуса любых авиационных агрегатов литые, мех. обработка корпусов только по привалочным плоскостям. А “ихние“ дампы, обратные клапана, вентили и тд. очень часто бывают с цельно-фрезерованными корпусами. Ниже фотографии с сайта https://www.eternalrollerz.com/ , который я категорически рекомендую к изучению - он около 10 лет был не доступен, но недавно восстал из пепла и теперь радует великолепным техническим разделом по авиа-гидравлике США. 





Итак, мы подобрали аналоги всем основным пневмо-агрегатам. Ура, мы молодцы. Подведём итог.
В отличие от пневмы “насосо-компрессор” может быть как снаружи ресивера так и внутри, а ещё он будет гонять масло строго по замкнутому контуру - забирать масло из ресивера, проталкивать его через клапан-дамп на стойку. Клапан-дамп по вашей команде с пульта будет переключать стойку с насоса на линию со встроенным замедлителем (вентиль slow-down, помните?) и фильтром, которая ведёт обратно в ресивер.
Во всей этой истории есть ещё парочка устройств, упомяну про них коротко, возможно расшифрую в следующих версиях. 
Обратный клапан ОК10. 10 - номинальное проходное сечение. Ставится сразу после выхода насоса и блокирует обратный ток масла.
Ниже на фото манометры МА-250М с флуоресцентными стрелками. В своё время на профильных форумах была целая дискуссия откуда они берутся. Сошлись на том, что это военное исполнение, а некоторые люди вообще встречали манометры, которые нехило так фонили, из чего был сделан вывод, что они были сняты с техники участвующий в ликвидации Чернобыльской аварии. Буква М в данном случае ставится в соответствии с ГОСТ 15150-69 и обозначает климатическую зону (в данном случае - умеренно-холодный морской климат). Резьба М10x1.

Манометр МТ-УХЛ3. Фото Владимира Зенченко @only_aircraft_hudraulics в VK. Я когда загуглил эту модель то первая ссылка была: “Технические манометры МТ-УХЛ3 - производителя ОАО "Теплоконтроль" г. Казань.” Слово пацана, короче, нормальные манометры. Как и выше, УХЛ - обозначение климатической зоны по ГОСТ 15150 - Умеренно Холодный Климат. 

+++ О хардлайнах и РВД.
Типичная гидравлика, в том числе и авиационная, собирается на так называемых хардлайнах — бесшовных трубках из нержавеющей стали. Они выдерживают большее, в сравнении с медными трубками, давление, а кроме того могут быть отполированы и блестеть не хуже хрома, работая на визуальную часть сетапа, которая является не менее важной, чем его (сетапа) функционал. Сразу отмечу, что обычной практикой является дополнительное хромирование трубок, но это происходит после тестовой сборки и проверки работы — сетап разбирается и развальцованные трубки в сборе с ниппелями и гайками отдаются в хром.
Источник: instagram @bombscare52
Хардлайны соединяют между собой порты входа/выхода на различных гидроагрегатах или пристыковываются к промежуточным переходникам. Существует несколько типов присоединения хардлайнов, но я работал только с одним — конический штуцер с одной стороны и труба с развальцовкой на угол 37°(37° это половина угла конуса, в наших ГОСТ`ах обозначается полный угол в 74°; допустимы оба варианта обозначений) — с другой, с использованием поджимающего ниппеля и гайки, как показано на схеме ниже:
Источник и больше информации: https://pkckinematika.ru/info/articles/nauka/gidravlicheskie-fitingi-i-flantsy/
Вообще я не совсем уверен в правильности этой схемы на рисунке. Втулка, она же ниппель, должна давить на развальцованную поверхность с обратной стороны, прижимая её к фитингу. Ну да ладно.
В живую такой набор выглядит следующим образом: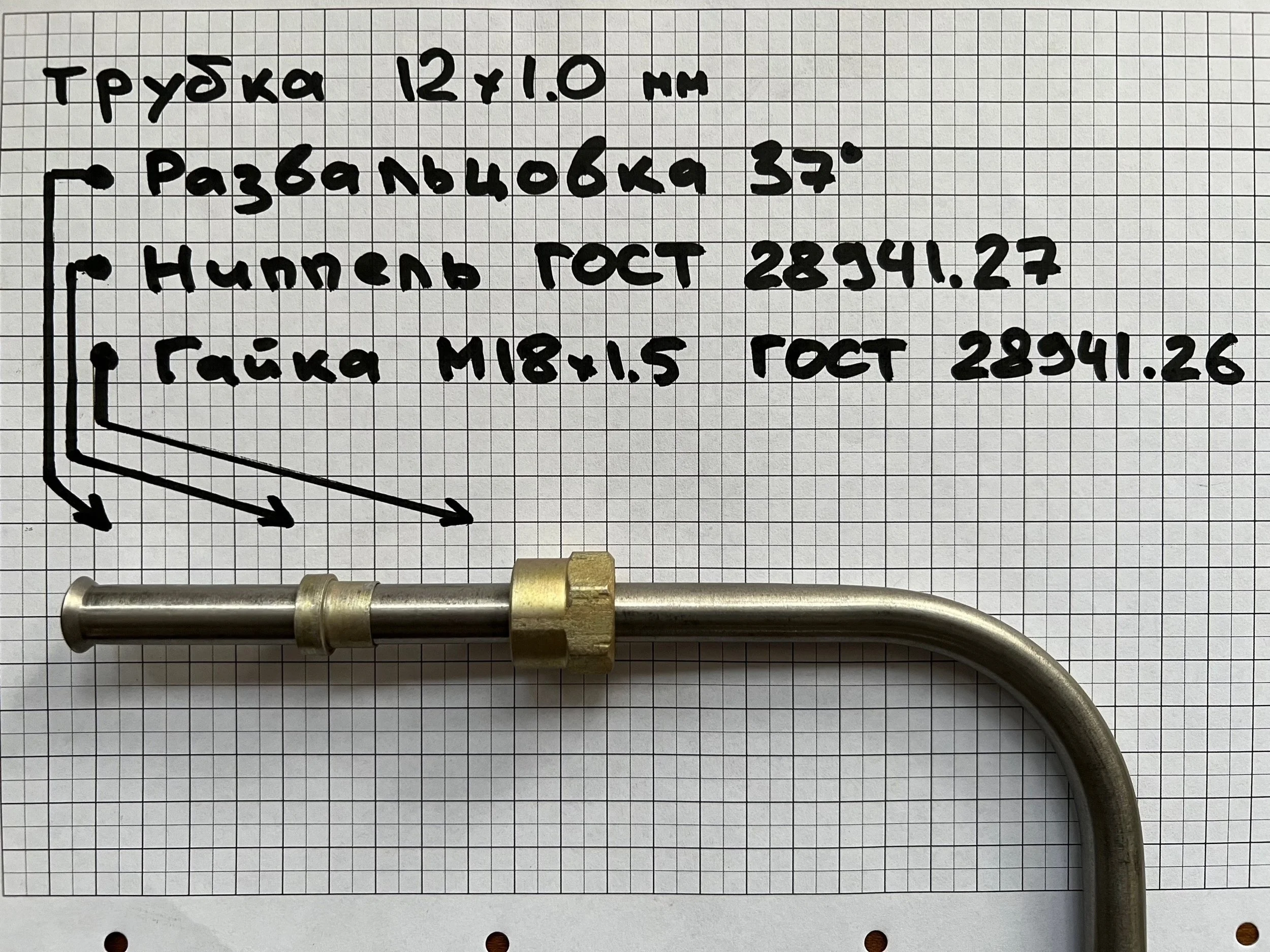
Обратите внимание на плотность посадки ниппеля — если на трубе есть гиб — ниппель должен быть одет до развальцовки. У меня есть большая табличка, которую я вешаю перед глазами, когда работаю с хардлайнами:
ПРОВЕРЬ НИППЕЛЬ ПЕРЕД РАЗВАЛЬЦОВКОЙ!

То же самое с другого ракурса. Чтобы делать такие соединения вам потребуется труборез, развальцовщик на 37 градусов и шабер с поворотным лезвием для снятия заусенцев перед развальцовкой. Развальцовки и труборезы можно посмотреть тут: https://ridgid-russia.ru/
Для угла 37 градусов нужна будет модель 375, а если вы планируете использовать её с метрическими трубками, то ложемент-держатель вам придётся делать самим. При скрещивании дюймовых труб и метрической авиа-арматуры у меня, конечно, есть вопрос — насколько хорошо дюймовая труба, скажем труба 1/2″ (12,7мм OD) со стенкой 0,035″(0,88мм) уживётся с метрическими авиационными фитингами проходным сечением 10мм. Вопрос видится не тривиальным. Подожмёт ли метрическая гайка дюймовый ниппель. Насколько хорошо он обожмётся, какая будет поверхность прилегания. Напишите кто собирал — добавлю информацию сюда.
Добавлено 11.07.2024 от @Наримана (@narimancw) : пример скрещивания дюймов и метрики в разделе «их» фитинги ниже по тексту
Так же соединение штуцер-хардлайн может быть сделано без развальцовки трубы, посредством обжимающей уплотнительной втулки(схематичное изображение ниже), а так же плоскосдвижного фланцевого соединения: “Труба впаивается во фланец твердым припоем(пайка предпочтительнее сварки т.к. не даёт напряжения в стыке) ,соединение очень надежное и отличается от вальцованных тем что их можно разбирать-собирать неограниченное число раз в отличие от конусов ,которые подминаются и подвальцовываются с каждым разом”.
Соединение без развальцовки на врезных кольцах(уплотнительная втулка на рисунке).
Источник: https://pkckinematika.ru/info/articles/nauka/gidravlicheskie-fitingi-i-flantsy/
Отмечу в скобках, что при сборках на хардлайнах обычной практикой является вставка РВД (Рукав Высокого Давления) в канал между насосом и стойками. РВД, во-первых, существенно упрощает монтаж и, во-вторых, за счёт эластичности стенок сглаживает резкие удары (скачки) давления. Зачастую этот шланг вы не видите, так как он намеренно прячется, а к стойке и насосу уже подводятся хардлайны. Тем не менее вы можете поискать РВД из СССР, а так же авиационные РВД и преподнести наличие обжатых ретро-гильз и общего вида шланга как фишку.
В своей практике для создания хардлайнов я использовал два типа трубного проката — российский по ГОСТ 9941 из сплава 12Х18Н10Т( посмотреть его доступные типоразмеры и цены можно на сайте Металл Сервис — mc.ru ) и немецкий, который заказывал через ООО ПТК «Калугаремпутьмаш-Сервис» — krpms.ru — стандарта DIN 2391 из сплава AISI 304. Основным отличием этих вариантов является точность изготовления трубы. Работая с нашим прокатом мне приходилось выбирать участки с отклонением внешнего диаметра трубки в минус не более чем на 0,1мм от номинала(от 12мм), иначе при развальцовке трубка начинала скользить в оправке и конус получался не надлежащего качества, если вообще получался (об этом далее).Обронив скупаю слезу приведу счёт на немецкий прокат образца 2018ого года. На сегодняшний день (конец 2024ого) это санкционный товар, запрещённый к экспорту в РФ.
Жалею, что не взял тогда в 5 раз больше, хорошее вложение было бы
Для сравнения текущие цены конца 2023ого года на российский прокат: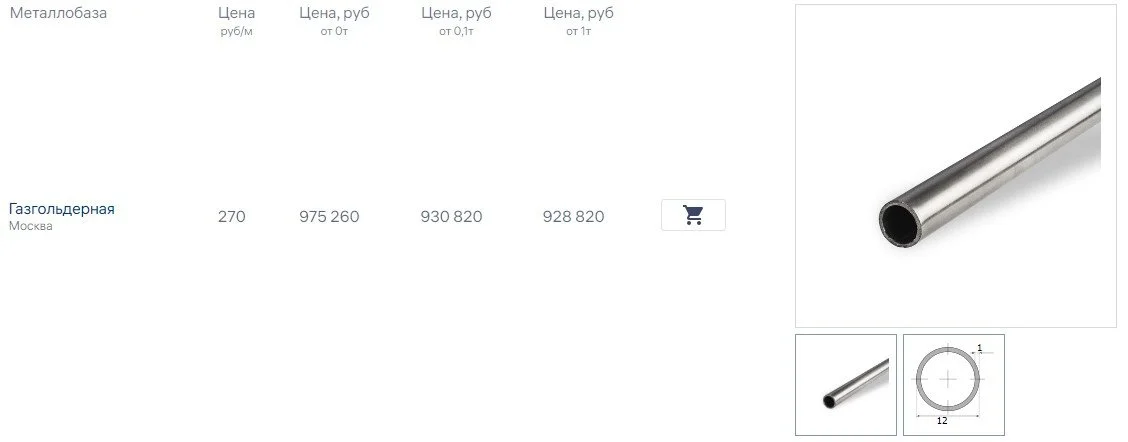
Для жителей Москвы, которые вообще не знакомы с темой, но хотят посмотреть фитинги и трубки живьём - что это вообще такое, каких размеров и видов бывают, имеет смысл заехать в Планету Железяка. У них достаточно большой выставочный зал, а кроме того они принимают заявки на поставку «под заказ», если вы точно знаете чего хотите. На фото с трубами меня сильно удивляет толщина 1.5 у 12-ой и 14-ой, конечно. Обычно ряд номинальных проходных сечений по Госту это 2,4,6,8,10,12 и тд. Не знаю зачем делать под 9. Пишите, если знаете, добавлю. 



+++ Об «их» фитингах и стандартах.
В американской практике работы с гидравлическими подвесками используются несколько типоразмеров фитингов и хардлайнов, которые далее вместе и по отдельности будем называть одним словом — арматура (не та, которую пилил J). Наиболее распространённые размеры арматуры — 3/8″ и 1/2 дюйма, а для хопперов нормой является применений 1″. Фитинги, как правило, имеют коническую резьбу NPT (National Pipe Taper), а разборные соединения, именуемые сокращённо JIC (Joint Industrial Counsil) делаются по стандарту ISO 8434-2 или, что тоже самое, SAE J514. Соединения типа JIC имеют в основании конус с углом 37 градусов и резьбу по ISO 263 (UNC/UNF).Разберём несколько примеров.
В таблице ниже приведён пример конического штуцера. Номер в первой колонке это условный номер, который указывается после «JIC#». OD — внешний диаметр хардлайна, который следует использовать в паре с фитингом, ID — проходной или внутренний диаметр, он же номинальный.Самый типовой и самый распространённый размер арматуры — 3/8″. Означает это следующее. Любые соединения с конической резьбой сделаны по стандарту NPT 3/8″, все соединения на конус исполнены как JIC # 6, а хардлайны имеют внешний диаметр 3/8″ с толщиной стенки 0.035″(такая же толщина используется и для 1/2″ хардлайнов). В случае РВД так же используется рукав 3/8″(на фото далее). Соответственно для размера арматуры 1/2″ используется хардлайн с OD = 1/2″ и JIC # 8. При этом конические присоединения NPT могут как оставаться на 3/8″, так и иметь порты 1/2″.Можно запомнить, что номер JIC это количество раз, сколько надо взять по 1/16″, чтобы получить размер OD подходящего хардлайна. Для 3/8″ это JIC # 6: 6 * 1/16″ = 3/8″. Для 1/2″ используется JIC # 8: 8 * 1/16″ = 1/2″.Сравним внутренние диаметры: для JIC#6 ID ~ 7,5мм; JIC#8 имеет ID ~ 10 мм (в таблице размер А); у NPT 3/8″ ID ~ 7,3 мм; у NPT 1/2″ ID ~ 13,3 мм; у хардлайна 3/8″ ID ~ 7,75, а у хардлайна 1/2″ ID ~ 10,9 мм. Мы видим, что перейдя с размера 3/8″ на 1/2″ самое узкое место вместо порта NPT 3/8″ становится у JIC#8.
Больше информации по стандартам UN/UNJ: http://bazistools.ru/tools/measuring-tool/gauges/thread-gauges/unj.html

OD — внешний диаметр
ID — внутренний

База, которую скорее всего вы будете использовать везде.

Угловая база

Обратите внимание — хотя ID канала со стороны NPT присоединения порядка 10,1мм — нет смысла ориентироваться на этот размер, так как ID со стороны JIC — 7,3мм

В телескопических стойках в целях гибкого апгрейда может быть сделан порт NPT 1/2″, но так как подавляющее большинство пользователей имеют сетапы на 3/8″ — применение такого фитинга обычное дело.

На фотографии приведён пример подсоединения 3/8″ РВД к стойке с портом NPT 3/8 » через угловой фитинг JIC#6. Не всегда следует использовать именно угловые фитинги на стойках — можно применять и прямые. Например по соображениям безопасности, чтобы при выпадении стойки весом подвески не начало выламывать фитинг. Такое может быть, например, при неумелом тривиле (3-wheel).

Ответная часть для присоединения к фитингам типа JIC — обратный конус (мама) на те же 37 градусов, поджимаемый гайкой. При сборке не надо тянуть гайку до одурения, — после затягивания «от руки» достаточно одного доворота ключом на 90 градусов.
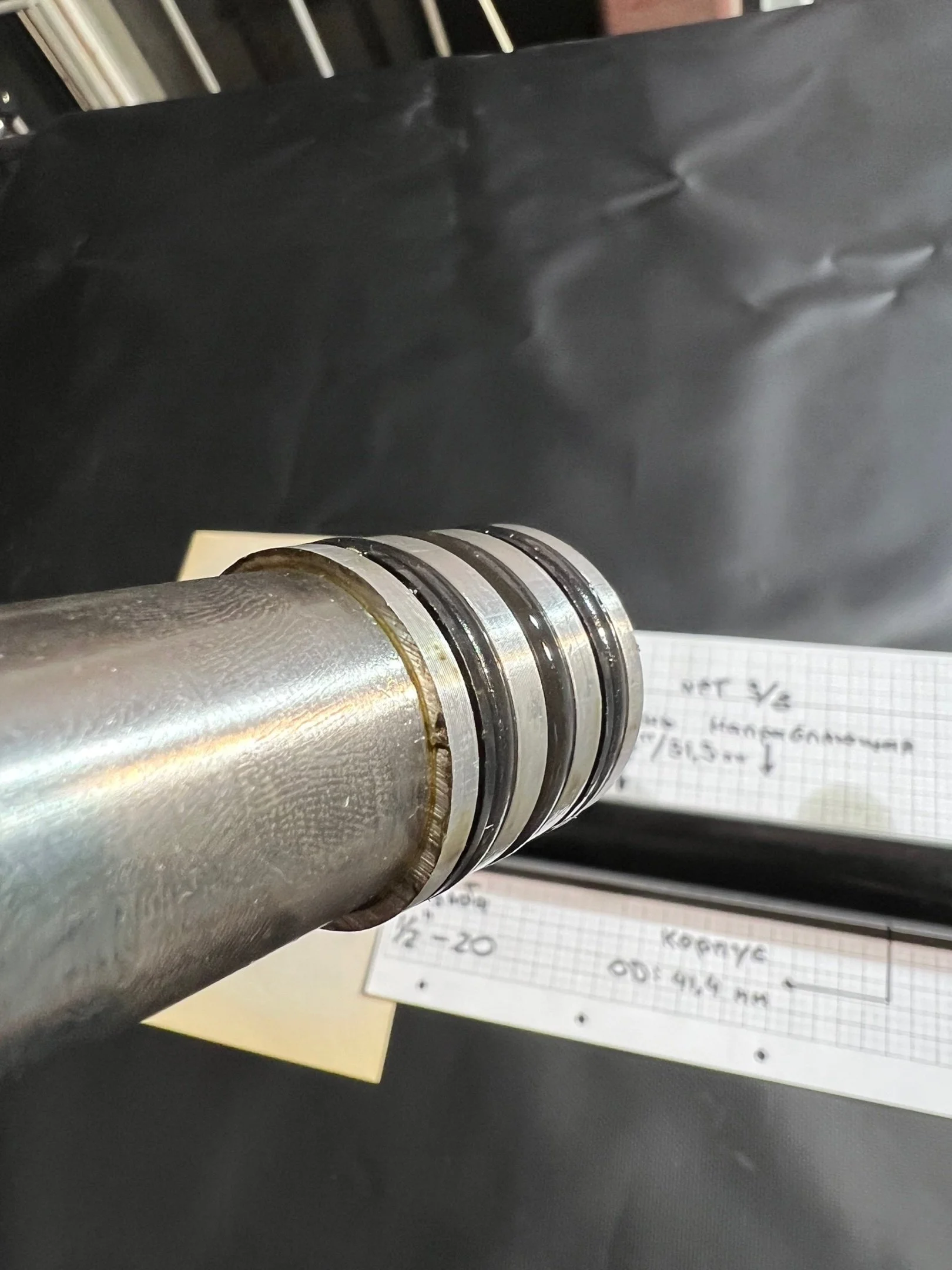
11.07.2024 @Нариман(@narimancw): Пример сборки на метрической 10мм трубе, врезных кольцах и переходных дюйм-метр штуцерах — со стороны хардлайна метрическая резьба, со стороны гидро-компонент — дюймовая 3/8:
Общий вид сборки. Владелец : @narimancw в VK

Слева — проходной штуцер, на передней части метрическая резьба под трубку 10мм, на задней части 3/8. Правее — врезные кольца и метрическая гайка.
В заключении этого блока приведу фото трёх инструментов, которые желательно иметь при подборе фитингов и просчёте пропускной способности каналов. Это шаблон для метрической резьбы, шаблон на 60 градусов для дюймовой и штангенциркуль.
+++ О стойках.
По большому счёту стойки делятся на два типа: одноступенчатые и многоступенчатые, они же телескопические или просто телескопы. Одноступенчатые — обычные стойки, которые различаются по диаметру внешнего цилиндра и, соответственно, по диаметру поршня. Чем толще цилиндр, тем в нём больше поршень. Различаются три вида одноступенчатых стоек: skinny (тонкие), standart, fat(толстые). На фото ниже сравнение скинни и стандартных стоек.
Красные — скинни стойки. Чёрные — стандарт. Фото: Игорь Иванов "@stupitsaa в VK
В различающемся диаметре стоек заложено несколько смыслов. Первый смысл связан с внутренним объёмом цилиндра — чем он меньше, тем быстрее стойка будет наполняться. Второй смысл связан с диаметром поршня. Чем больше площадь поршня, тем меньшее давление нужно развить насосу для поднятия одного и того же веса. Небольшой внутренний объем скинни-стоек позволяет быстро поднять стойку(поднять в данном случае является синонимом «раздвинуть», «выдвинуть»), но требует большего давления, в то время как фэт-стойки имеют большую площадь поршня, больший объём рабочей камеры и могут поднимать тот же вес при меньшем номинальном давлении насоса. «Да что чёрт побери такое ты несёшь ?»,- спросите вы и будете абсолютно правы, потому-что всегда, когда мы говорим про выбор стоек, мы так же говорим про вес машины, развесовку по осям и давление в купе с пропускной способностью, которое может развить насос. Это особенно важно для старых авиационных насосов. Рассмотрим несколько фотографий и пример.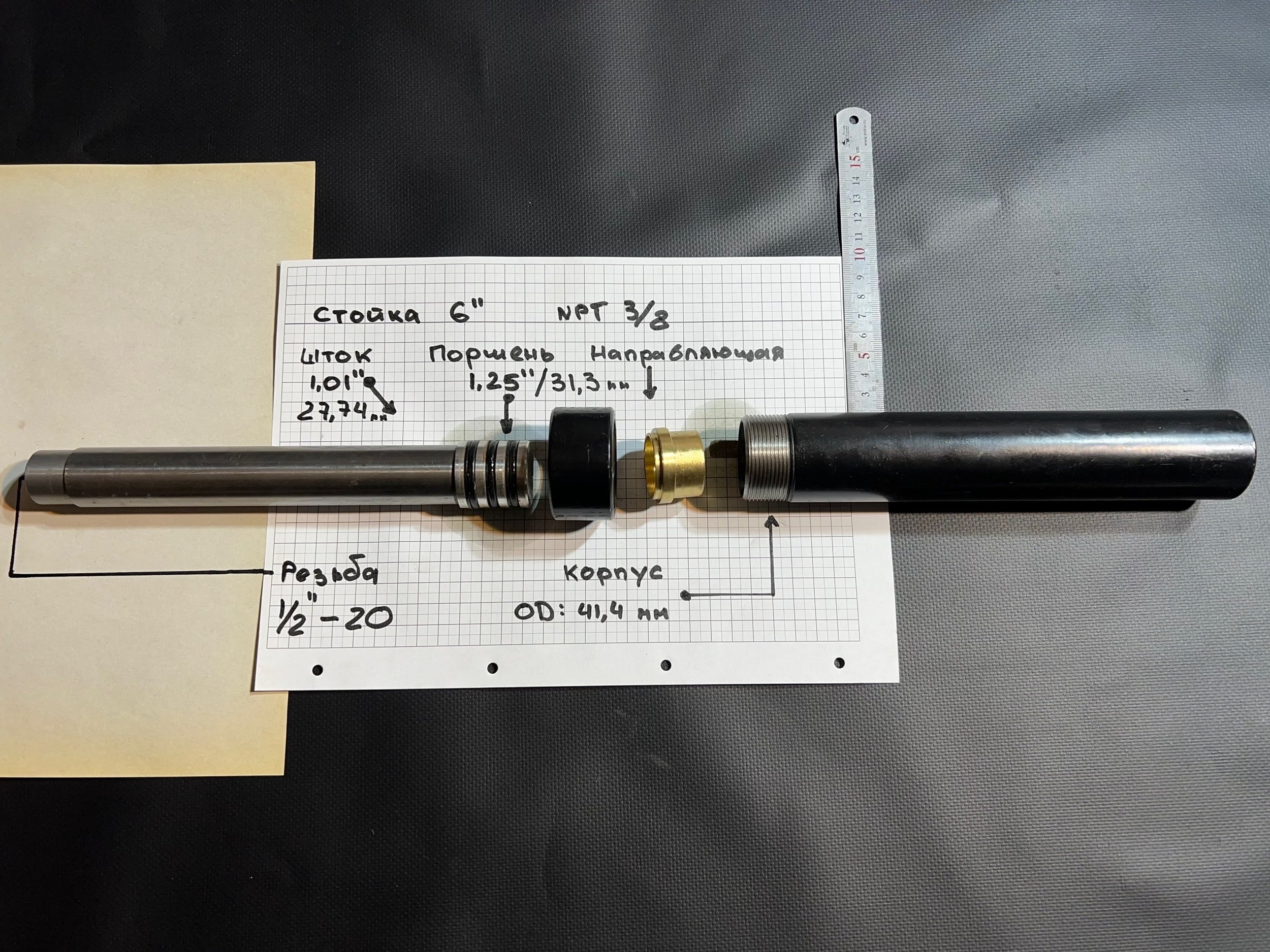
На фотографии стандартная стойка 6″ с e-bay. Не удивляйтесь немного странным диаметрам,- кроме всего прочего они немного плавают по длине штока и по рёбрам поршня. Судя по всему такое весьма фривольное исполнение от ноунейм производителей — норма.

Диаметр поршня стойки 16″ производства HOPPOS

HOPPOS. Размер выдержан по всей длине штока.

6″ ноунейм поршень с e-bay. Поршень напресовывается(а может быть накручивается?) на шток.
HOPPOS. Видны следы фиксатора.
Ниже на фото стойки от Black Magic с боковыми портами (слева) и от Тэда Уэллса (справа). Фото кликабельны.

Итак, вернёмся к примеру не сложных вычислений.
Паспортные данные насоса МШ-3А: Максимальное развиваемое давление 130кгс/см2, производительность 8,9 литров в минуту при 80 кгс/см2
Допустим мы ставим гидравлику на волгу, ГАЗ-24, массой 1500кг. Развесовку по осям будем считать 50/50 (данные взяты отсюда: https://dzen.ru/a/YRU-_RCQWWcqn5cB ) или 750 кг / 750 кг и по сторонам то же 50/50, то есть на колесо приходится 375 кг. Если мы делаем сборку гидравлики на двух насосах и стандартных стойках, то получается следующее. Диаметр поршня стойки 3,15 см, значит площадь S=9,9 см2. Для двух стоек общая площадь будет 19,8 см2. При пиковом паспортном давлении 130кгс/см2 насос в паре с двумя стойками имеет предел грузоподъёмности в 2,5 тонны на ось. При рабочем давлении 80 кгс/см2 — 1,5 тонны. Объём V стойки длиной 8″ : V = 20 см*9,9 см2 = 200см3 = 0,2 литра. При производительности 9 литров в минуту на раскрытие стойки уйдёт 0,2 л / 8,9 л/мин = 0,022 мин = 1,34 сек. Для стойки 14″, которая может быть у вас сзади, это время будет равно 2,37 сек. Насколько я могу судить по разным видео — примерно так и поднимаются бомбы на американской авиа-гидравлике. При этом, если вы хотите подъём быстрее, с учётом запаса по весу, можно рассмотреть установку скинни-стоек, но нужно быть аккуратным — мы рассмотрели наилучший сценарий в покое на ровной дороге.
Здесь следует упомянуть, что насос работает в тесной связи с мотором, и если мотор не сможет выдать на насос необходимые киловатты энергии, то эти расчёты лишены всякого смысла. И наоборот - если разогнать мотор подав на него напряжение выше номинального, то и насос начнёт качать гораздо мощнее своих паспортных данных, при этом расходуя свой ресурс в разы быстрее. О том как разгонять насосы и о том какие они вообще бывают я напишу в следующей версии заметки.
Типичная резьба в стойке — NPT 3/8, а для более объёмных телескопических делают 1/2, но нужно учитывать, что увеличение сечения только на входе в стойку ничего не даст — надо переводить на больший диаметр всю магистраль от выхода насоса до стоки. Я, конечно, весьма смело называл стойки для лоурайдеров обычными. Они не совсем обычные в том смысле, что подобрать аналог от чего-либо задача весьма не тривиальная, тем не менее на фото ниже можно рассмотреть укороченные подъёмы кабины МАЗа, которые стоят на Москвиче Григория Гузенко (@c_1_a_s_s_i_c в VK). Пишите, если вы используете кастомные стойки - добавим сюда. Фото кликабельны.

Ниже на фотографиях устройство стандартной двухступенчатой телескопической 22" стойки с размерами. Ход таких телескопических стоек, теоретически, может быть любым, как и количество ступеней.
Фотографии кликабельны. 






История HOPPOS
Одной из самых крупных компаний, занимающихся гидравликой для лоурайдеров, является Hoppo's. Её основатель, Арт Туасон изначально даже не задумывался над тем, чтобы открывать свою фирму по производству и установке гидравлики, но так сложились обстоятельства.
Арт начал свой путь в лоурайдинге с минитрака, который он долго и упорно собирал в гараже у своей мамы. По мере того, как к нему приходили новые идеи, а с ними и необходимость в бюджете, Арт брался помогать по установке гидравлики и по занижению своим друзьям. Когда он в этом поднаторел, к нему начали обращаться знакомые и знакомые знакомых, и за небольшую мзду в 20-30 баксов, Арт начал помогать и им тоже. В какой-то момент его навыки в этом вопросе и объём заказов вылились в то, что в 1989ом году была открыта полноценная мастерская и магазин гидравлики - Hoppo's. Название, конечно же, отсылает к хопперам, которые мастерская обслуживала в том числе.
В самом начале я обещал рассказать, в каких случаях стойка может немного работать на сжатие, несмотря на не сжимаемость гидравлического масла. Всё довольно просто - для более мягкой работы в гидравлическую систему добавляют так называемые “аккумуляторы” - небольшие резервуары со сжатым газом, который может ещё немного сжиматься под воздействием жидкости. Выглядят они как на фото ниже и бывают двух типов - сферические и скажем так цилиндрические. Первый тип, как правило, используют у "них", а в СССР использовался второй тип. 


Установка классического “аккумулятора“ прямо на стойку
Гидравлический аккумулятор цилиндрического типа с МИГ-17(15) с хранения. Его я купил по объявлению с фотографией без фона, к которому можно привязать масштаб происходящего. Ожидаемо я сильно припопсел, когда забирал эту дуру из ТК. Прикольно, но не для масштабов волги. Хотя может быть одну на все 4 колеса будет нормально. Фотографии кликабельны. 




Сборка с “аккумуляторами“ на Москвиче Григория Гузенко (@c_1_a_s_s_i_c в VK). Сейчас сетап переделан и “аккумуляторы“ перенесены на стойки.
+++ О наших фитингах, стандартах и как с этим работать
Давайте подведём промежуточные итоги. Мы выяснили из каких основных агрегатов состоит авиационная гидравлика, разобрались чем в принципе соединять эти агрегаты (ну конечно хардлайнами), между делом обсудили "ихние" стандарты фитингов и разобрались какие бывают стойки. Теперь хотелось бы весь этот беспредел как-то собрать в одну работающую конструкцию. Ниже но фотографиях основные рабочие инструменты фирмы RIDGID. О них я уже упоминал ранее; теперь с фотографиями. Они кликабельны. 


Развальцовщик на угол 37° (фирмы RIDGID) продаётся почему-то только с дюймовой зажимной плашкой, поэтому дополнительно я делал различные метрические. Приглядевшись, вы наверное спросите - "нафига ты сделал одинаковые отверстия, Вася?". На самом деле они не одинаковые, это именно то, о чём я писал в разделе про хардлайны - диаметр нашего проката колеблется на десятые миллиметра в разные стороны, поэтому оснастка тоже немного разная, чтобы можно было надёжно зажимать трубу, если диаметр ушёл в ту или иную сторону.
Теперь о самой арматуре (это общее название для всего соединительного крепежа).
Поскольку я не искал аутентичную авиационную арматуру, а пошёл по пути изготовления из стали 45 с последующим кадмированием, то настольной книгой для меня был сборник ГОСТов 28941: Соединения трубопроводов с развальцовкой с углом конуса 74°. Всё их множество (чуть менее 30 штук) легко гуглится и находится в свободном доступе.
Мне хотелось бы подробнее остановиться на нескольких ГОСТ`ах этой серии.
ГОСТ 28941.16-91 Штуцера ввертные. Внутри ГОСТ`а указываются два исполнения. Исполнение №1 - плоская прокладка и Исполнение № 2 - резиновое кольцо (o-ring)
Исполнение № 2 применяется вместе со slow-down вентилями 652600A. На фото ниже. Обратите внимание на ответную канавку на вентиле. 
ГОСТ 28941.16-91 Исполнение № 1 применяется для присоединения, например, к насосу МШ-3А, а так же к любому агрегату с плоской привалочной плоскостью. На кликабельных фото ниже. 


ГОСТ 28941.26-91 Накидные гайки для соединений трубопроводов с развальцовкой трубы с углом конуса 74°
ГОСТ 28941.27-91 Ниппели для соединений трубопроводов с развальцовкой трубы с углом конуса 74°
В этих ГОСТ`ах присутствуют исчерпывающие чертежи, которые вы можете передать непосредственно на производство. Так же серия ГОСТ`ов описывает различные проходные и переходные штуцера, уголки, тройники и тд. В общем всё, что нужно для сборки. При желании вы можете комбинировать дюймовые и ГОСТ`овские стандарты для подсоединения, скажем, выхода с вашей гидро-сборки на РВД шланг с "их" стандартом. Или, например, в стойку с NPT резьбой изготовить штуцер NPT x Метрика.
Каждый ГОСТ содержит подробную и понятную инструкцию, как составлять артикул того или иного фитинга; разберём это на примере ГОСТ 28941.16.
Двигаясь по таблице размеров слева направо из каждого столбца вы выбираете нужное вам значение с учётом ограничений накладываемых предыдущем столбцом. Если вы собираете гидравлику на трубке 12x1, то ваш внутренний проходной диаметр (ID он же DN в ГОСТ`е), очевидно, будет 10. Находим 10 в столбце DN(Dy) и записываем:
2-12-10-ГОСТ 28941.16-91. Здесь мы сразу узнаём все необходимые параметры резьбы, а всё остальное - информация для производства. Для штуцера с проходным сечением 12мм бывают исполнения под трубку 14мм(реже) и стандартно 15мм. Это видно из по перекрытию ячеек в таблице. Варианты типа 2-10-6 или 2-12-8 согласно ГОСТ`у не допустимы. 
Разберём ещё одну серию ГОСТ`ов, а именно: ГОСТ 13954-74, ГОСТ 13956-74 и ГОСТ 13957-74.
Первый из них называется "Концы труб развальцованные для соединений по наружному конусу" и определяет "конструкцию и размеры развальцованных концов труб". Соответственно два других - это ГОСТ`ы на ниппель и гайку с отверстием под контровочную проволоку. 


Здесь надо обратить внимание на то, что один ГОСТ допускает множество материалов, из которых может быть сделана гайка. Артикул типо-размера формируется точно также, но к нему дописывается индекс материала. Например для стали 45 индекс будет 22A.

Чтобы лучше понимать стандартизированные требования к трубопроводам, арматуре и применяемым при изготовлении материалам, покрытиям, обозначением и тп. рекомендую ознакомиться с ГОСТ 13977-74 Соединения трубопроводов по наружному конусу.Работая с подбором фитингов и гаек я рекомендую вам на большом столе аккуратно разложить все составные части одной сборки(ресивер, насос, дамп и тд) и вдумчиво подписать где какая резьба и какой проходной диаметр. Это поможет не запутаться и даст общую картину происходящего. После этого вы легко подсчитаете сколько какой арматуры вам нужно на сборку для заказа или для скупки у барыг.
Думаю что на этом я пока закруглюсь, остальное пойдёт в следующие версии и части.
Спасибо за внимание и до новых встреч !++ Заключение к I части.
В заключении приведу фотографии своей сборки, которую я делал в 2015-2018 годах. На сегодня, конец 2024`ого года это выглядит вот так. В работе проверено, но до подключения электрики руки не дошли. Фотографии кликабельны. 





//limong